

Dafydd Llewellyn
-
Posts
1,513 -
Joined
-
Last visited
-
Days Won
43
Content Type
Profiles
Forums
Gallery
Downloads
Blogs
Events
Store
Aircraft
Resources
Tutorials
Articles
Classifieds
Movies
Books
Community Map
Quizzes
Videos Directory
Posts posted by Dafydd Llewellyn
-
-
And please pass my apologies to your wife for my mis-use of the French - it should be "a chaqu'un son gout".Does that casa requirement cover the dressing of the timber ? I've found that's where some if not most of the trouble starts & then the glue up ..the people that do the dressing Probly don't even know who casa is .Cheers mike
-
 1
1
-
-
You also need to look at CAO 108.28 - See http://www.comlaw.gov.au/Details/F2007L04873Does that casa requirement cover the dressing of the timber ? I've found that's where some if not most of the trouble starts & then the glue up ..the people that do the dressing Probly don't even know who casa is .Cheers mike
-
1
-
-
See http://www.comlaw.gov.au/Details/F2007L04903Does that casa requirement cover the dressing of the timber ? I've found that's where some if not most of the trouble starts & then the glue up ..the people that do the dressing Probly don't even know who casa is .Cheers mike
-
1
-
-
Yes, timber is an inherently variable product. However, there are some requirements in CAO 108.29 in regard to grain slope, moisture content, density, brittleness (IZOD test) and visible defects. Jabiru props are, so far as I am aware, made to comply with CAO 108.28 and 108.29. So it's not quite open slather. One can, of course, go better than those requirements - but they are what CASA requires . . .I guess this posts almost done ,My wife's French , always handy for a quick translation .I'm a pattern maker and had a fine furniture buisiness for 25 yeas in bundaberg , (no I'm not giving my résumé )
I've had a lot to do with timber and jabiru props and the kiln dried hoop pine that is used is not a constant product , seasonal growth diferance from year to year , trees that have been stressed in storms many years before their cut down ,can have quite differant carracturistics in the final plank , even planks from different trees & differnt parts of the tree can effect warpage ,
I've seen hoop boards that are planed flat and then days or weeks later look like a propellor ,. The way jab used to plane their wood was to put rough sawn timber into a thickneser
And then glue the laminates together , . The correct way is to plane one side flat on a plannerand then use the thickneser , this way the board has a better chance of staying flat but is very "time " consuming .
Timber is a fickled thing and takes a keen eye to decide what planks to use .
Props that end up warping on there own have more than Likely timber that going to warp no matter what .
Many a good looking plank carnt be used for making furniture or props
With the jab props it's been the luck of the draw
Cheers mike
-
Chaque un a son goutYour words - so is it simple or not? I side with Ed Heinemann, particularly the 'simplicate' bit, I've never found good reason to complicate something that works just fine as it is. And I spend my days rectifying structural engineers' unnecessary over-complication of just about everything they put their mind to, so that certainly keeps me skeptical.Most people mellow as they age Dafydd.
-
Lot of "Ifs" and "might bes" there; we could postulate forever and it would achieve nothing useful.I think you miss the point again - I saw the test performed, it was not a document, it was a real, practical test conducted in Berwick, Victoria, and for a completely unrelated purpose, interestingly. As far as I know it was not documented it was done to prove a point, just like this one. I have told you how to conduct this very simple test and I have told you the results that I saw from the test I saw conducted. You say "I personally rely on scientifically justifiable testing" when in fact you quote a paper related to theory of 'large structures'. If you want results from testing, then test it! It's very simple to do. If you want to accelerate the test then heat the water. If you want to accelerate the (semi-permeable membrane) test further, then use rock salt instead of balsa to increase the concentration difference across the membrane. This is basic schoolboy stuff that yields accurate real-world results Oscar, not 'unsupported assertions'.A very good point and on the surface it is rather a worry. But is that the difference between theory and practice? In the real world props last for many years - I mean many, many years. Example - A well known Lightwing with a Rotax 912 80hp engine hit 15yrs old recently and because it is sometimes used for training ops it had to have a new engine. The engine was about 100hrs short of TBR anyway, so is that about 1900hrs? Maybe 1400hrs. Still had the original prop which is in fine condition. The prop plate and hub show the normal impression marks but they haven't noticeably got any deeper since the first time the prop was removed. That plane has operated in the far north coastal, inland in the desert and right down into Tasmania, so has experienced the full gamut of humidity range.
My Drifter was similar, timber prop 2000hrs/eight years old, no cracks, no deep impressions of the prop plate or hub. No charring from burnishing either - and no friction plate. Maybe that's the smaller horsepower we're dealing with. But isn't that compensated for by smaller bearing surface area, smaller bolts and less overall tension?
I also remember a discussion with a Tiger Moth operator who was devastated when he lost his prop (the engine of the crankshaft broke off, not the prop hub) because he'd been flying the same prop for half his life.
A mate had a seaplane (constantly getting wet and dry, salt and fresh) with an 0-320 and a timber prop - no compression washers, no splits, no working or deep impressions.
It would be logical that the only way you'll get deep impressions in the timber hub is if the wood is allowed to swell and contract regularly, and that swelling causing crushing as you mentioned. So since we're not actually seeing that crushing/impressions perhaps it doesn't actually swell as much as might be being suggested. You mentioned earlier that you couldn't actually see any impression in the OP's hub of the failed prop, saying it might have been sanded down. By your own example if the bolts are sufficiently torqued when the prop is first mounted (and let's say that's done when the timber is at a low moisture content) then the clamping force itself should prevent the wood from taking up moisture in the hub region when the ambient humidity increases, and so there shouldn't actually be any crushing ... I think that testing wood's moisture absorption characteristics while under pressure could be a valuable exercise for this discussion.
Having given this much more thought, I am now beginning to wonder whether the OP prop was perhaps originally sheathed when not sufficiently low in moisture content and then installed. Subsequently the wood may have lost moisture and contracted and the (axial) edges of the sheathing could have prevented proper clamping force being applied to the timber heart of the hub when/if the bolts were re-tensioned. That would depend on how large the drive flange and prop plate were in relation to the hub diameter of course. If the flange and plate were significantly smaller than the hub OD then it'd seem more like the bolts didn't actually get re-tensioned early in the piece, when the prop first contracted after the initial installation. Just my 2c.
You are quite correct that an aircraft that is (a) not based too close to the sea and (b) not left outside when not in use and © not taken from its base to a location where the average humidity is much lower, can survive indefinitely on the elastic compression capability of the timber. However if you happen, for example, to be based near Darwin and decide to escape the wet season by flying to Alice or Adelaide, or expose the propeller to a similar change in environment, you are likely to exceed the capability of the elastic compression of the timber, and that's when things are likely to result in permanent compression damage to the propeller. I've operated an Auster as a glider tug, out of Bathurst, and whilst it was a Gipsy major - which does have belleville washers - the propeller never gave any trouble. The LAME that did the maintenance would have checked the bolt tension every 100 hours, as required by CAR Schedule 5 Part 2 para 12©.
My point is that whilst the traditional wood propeller installation works most of the time, it does not work all the time. This can be fixed quite simply. Propeller failure is an ugly thing, and I see this as a completely unnecessary defect in aircraft design. I've pointed out how it can easily be fixed. If you do not want to do so, don't bother justifying that to me.
-
Yes, the vacuum impregnation process is something I want to experiment with - but it adds to the cost of the propeller, probably more than adding some Belleville washers to the hub. Also, it is needed mainly in the hub region, it is disadvantageous to increase the density of the timber further outboard. As far as I can ascertain, the penetration into the timber is still fairly limited, so either you get an epoxy/timber "crust" around unmodified wood in each laminate, or you have to build-up the propeller from peeled veneer laminate thicknesses. It's questionable whether you have a "wood" propeller after that; under FAR 35 it would be classified as a form of composite propeller. If you are going to certificate a composite propeller, you may as well start with a quality-controlled man-made fibre. So you lose the fundamental advantages that allow wood propellers to be affordable.They must have been pretty good at one point as the Schneider trophy engines and even the early Hurricanes ran wood props and they had well over 1,000 HP, so it might be worth your while to revisit the techniques employed back then.You can remove moisture from wood by heating and subjecting it to a vacuum. Model aeroplane props we used to use were done that way and had plastic impregnated into them afterwards. NevIn a temperate climate, the natural elasticity of the propeller timber provides some "spring" and you can bet people were keeping a close eye on prop bolt tensions for the Schneider Trophy aircraft, as well as early Hurricanes, Spitfires, and ME 109s, all of which used FP wood propellers. The propeller finish most in use in England was called "chrystofin" and I think it was originally a German invention - some sort of cellulose nitrate brew, I suspect - Ken Adams was still using it in the 1960s; so they certainly understood the need for a moisture-resistant finish - especially so because the propellers were mainly glued using casien glue.
I want to see FP wood propeller stop being a maintenance-intensive item, in regard to their bolt tensions. I set out to achieve that, using Belleville washers - and it worked. Take it or leave it.
-
 1
1
-
-
I'd certainly like to get to the bottom of the epoxy permeability discussion. I'd always thought epoxy was much better than polyester, but I've never studied the problem in detail. I regard 'Gell coat' as two four-letter words. I know that polyurethane is better than any of them; in fact it's so good that people have to go to considerable trouble to dry out airliner structures before painting them with polyurethane, or the water it traps under the paint causes trouble (corrosion in skin laps & the like). The water leaches through the paint and escapes into the stratosphere, with all other types of paint - but not with polyurethane.
However, I think the situation with timber propellers is that any finish process simply reduces the rate of change of moisture content; it does not do anything much to alter the end state, just the time it takes to get there. A good finish reduces local stresses due to uneven moisture distribution within the timber whilst moisture is moving into or out of the wood (a major source of warpage and "air cracking") so a good finish process is valuable for that reason. Timber shrinks as it dries and swells as the moisture content increases, and short of making propellers with densified impregnated timber in the hub region, that's the fundamental characteristic of the material and there is no practical way to alter that. Nominally seasoned timber contains about 8% ~ 12% of water, and that water is essential to the structural integrity of the lignin - so there must always be some water within the timber. The problem is to keep the % as constant as possible.
No form of finish alters the need for the hub attachment design to be able to cater for swelling and shrinkage; nor does it reduce the amount of swelling or shrinkage that must be catered-for - and neither does a change in timber species; the one with the least total shrinkage is the best, in the long haul - assuming a finish that keeps the rate of change down to something that does not generate too much internal stress.
If you do not cater for this fundamental characteristic of the timber, then there is no escaping the fact that you will be re-tightening the prop bolts every now and then - but you will never be loosening them to allow the timber to swell when the humidity is high. So the timber gets a bit more crushed every time it's exposed to steamy conditions for a while, and the slack gets taken up by somebody diligently re-tensioning the bolts - so the flange and the clamp plate become progressively ever more deeply embedded in the timber as the total distance between them progressively decreases - until somebody says "enough" and the propeller gets a clock in its navel. If you fail to re-tighten the bolts at the right point in the moisture cycle, you risk losing the propeller. So either you ruin the propeller gradually by diligently re-tensioning the bolts - or catastrophically, by allowing them to become loose.
This is a fundamentally unsatisfactory situation; we cater for ignition failure and fuel pump failure by duplication of those systems. We cater for induction system icing by having an alternate-air/hot air system. Why do we tolerate a half-baked design in regard to the propeller attachment? (Because we're fundamentally lazy - but that's no excuse).
So, whilst the debate about finishes is most interesting - and I want to get to the bottom of it - it is peripheral to the fundamental issue, which is that wood propellers really, really need elastic hubs that can allow them to swell & shrink as they must, whilst maintaining the clamping force necessary to transmit the torque. It should have become standard prectice (nearly did, in fact) by 1940 - but since then, people have forgotten. We're re-inventing the wheel; and therefore it's time to complete the development of wood propeller technology by addressing this issue. Making propellers using HYDULIGNUM in the hub region is one answer - but proper use of Belleville washers is a far less costly one.
Wood is, for practical purposes, unaffected by structural fatigue. It has high internal damping, so it's pretty resistant to resonant vibration modes. Wood propellers are both affordable and reliable, and can be treated as fundamentally a consumable, so putting the effort into the hub rather than the propeller makes sense. Belleville washers are ten bob a half-bushel case, so why not get serious about them?
-
Both I guess, my friend (not Adams) worked closely with CSIRO in Victoria, they documented a lot of his test data for the emerging exotic forestry/timber industries in the 1970s/80s. IIRC he was directly responsible for Paulownia timber becoming a farmed timber in Australia. There is a lot of difference between the suitable applications for timbers that may be suitable and approved for aircraft use in general. I don't know much about timber in the scheme of things but I personally wouldn't use a softwood (hoop pine) for a propellor. It may well have reasonable properties in a static application but softwoods do have quite different properties in terms of rate of moisture change and their failure modes, not to mention the rotting process.
OK, Ellis Walker (Perfectus Airscrew) I guess. I knew Ken Adams and Barrie Bishton personally; never met Ellis. They were the only ones holding CAR 30 approval to manufacture propellers in those days - and I recall Ken Adams had a liking for Mountain Ash. I'm aware of the rotting propensities of both Hoop Pine and Coachwood - tho they are both listed in CAO 108.29 (quite a surprising number of species are). Almost all the timbers suitable for aircraft structure are not particularly durable from this standpoint - which is why one should not leave wooden aircraft components standing out in the weather. Hoop Pine has surprisingly good mechanical properties for its weight; it's a permitted substitute for Sitka Spruce for aircraft structure (though I'd never consider Spruce in a propeller application), but has properties similar to Birch. Its high crushing strength means one can use a higher clamping pressure, so it can accept roughly 33% higher peak torque for a given propeller flange size than can Mountain Ash. Also the higher density of the latter makes for a heavier propeller, which is a disadvantage in regard to the gyroscopic loads on the crankshaft, and does nothing to reduce the peak instantaneous torque, which may be why Jabiru use it. I quite agree about the higher porosity of the microstructure of softwoods. I wonder whether Sassafras is classified as a softwood?
This is a dangerous misconception. Most laminating resins readily allow moisture transfer and at a surprisingly rapid rate, hence the need for gelcoats on boats. I think Jabirus are manufactured using epoxy resins so I'd guess that epoxy is used to sheath the prop and epoxy is one of the worst for moisture transfer. Boats that have been repaired using epoxy resin (for its adhesion qualities) following osmosis damage, or steel/aly boats which are painted with high-build epoxy (also for adhesion) must then be painted with polyurethane as a moisture and anti-chalking barrier. The OP's prop doesn't appear to have been painted ...
Thanks - that's useful information.
Good point.
-
Well, if that's the case, you had better check the security of the attachment of the ring gear assembly to the back end of the crankshaft - because it's likely to have been damaged in the process of trying to act as the flywheel in lieu of the propeller.Daffydd,thanks for the info and I say you may damn well be correct 'ole bean', the scenario you present of the torque slackening off fits the symptoms to a T. the aircraft has not flown a lot of hours since the prop torque check was c/o at 100 hrly but has sat for a while in inclement weather. The drive face hasn't sanded off but compressed like it swelled and pressed the drive flange into it I am suspect that it has since dried out and shrunk causing the torque loss, if the photos were clear you could see the wood has opened up rather than cracked.-
 1
1
-
-
Do Allsize hold an APMA to manufacture propellers?And my Allsize for a Lightwing or Storch ?.................. -
Thanks Dafydd - standard engineering practice ...As far as the props go though, selection of timber types to employ, according to those different timbers' varying propensity for water absorption and also proper moisture reduction prior to the use of modern coatings which deeply penetrate the surface of the timber and prevent moisture changes, goes a long way further to preventing these kinds of failures than the use of bolt tension retainers ever will. A now deceased friend (not a prop failure!) was a timber boffin and prop manufacturer and he conducted endless tests on timbers, he mostly chose mountain ash for props, sometimes alternately laminated with birch (I think) but wouldn't ever use hoop pine even though it was more easily available, because he found that hoop pine very readily and rapidly absorbs moisture.
The damage seen on the OP's post is typical of crushing resulting in loose bolts once the timber dries and shrinks again, and is unlikely to be found on a prop made of mountain ash, for example. Even though that timber might have a lower crush resistance, it wouldn't absorb moisture as readily in the first place, so it wouldn't swell as much and cause the crush problem in the first place. I think it's important to keep in mind that the vast majority of timber props do not use spring washers of any kind for mounting them. Your Seabird example might well be a good exception to prove the rule, given that the aircraft may be deployed into a humid marine environment but during operations the prop is subject to the drying effects of the engine's cooling exhaust. I would think that attention to the type and condition of the prop's coatings would be especially important for that application.
What is your basis for believing that Mountain Ash would be superior to Hoop Pine? Is it factual or anecdotal?
The data I have managed to find on the web show (from the same source) a shrinkage for timber after post-seasoning re-conditioning as follows:
Mountain Ash (E. Regnans): Tangential 0.36% Radial 0.23%;
Hoop pine (Araucaria Cunninghamii): Tangential 0.23% Radial 0.185%
(Most shrinkage data refer to shrinkage from green to 12% MC - and E. Regnans is described as having a notably high shrinkage in that phase - the closest thing I can find to shrinkage post-seasoning is the results above)
On this basis, the total dimensional change for Hoop Pine would seem to be about 2/3 that of Mountain Ash; and the ratio of tangential to radial change for Mountain Ash is about 1.26 times that of Hoop Pine. So on this basis (which I admit is not the whole story) it would appear that Hoop Pine is the better of the two.
The real question may be the rate at which moisture change occurs - and that is affected by the surface treatment more than by the timber species, I think. The glass sheathing of the Jabiru prop would seem to me to be a pretty good moisture barrier, provided it is intact.
-
Thanks Dafydd - standard engineering practice ...As far as the props go though, selection of timber types to employ, according to those different timbers' varying propensity for water absorption and also proper moisture reduction prior to the use of modern coatings which deeply penetrate the surface of the timber and prevent moisture changes, goes a long way further to preventing these kinds of failures than the use of bolt tension retainers ever will. A now deceased friend (not a prop failure!) was a timber boffin and prop manufacturer and he conducted endless tests on timbers, he mostly chose mountain ash for props, sometimes alternately laminated with birch (I think) but wouldn't ever use hoop pine even though it was more easily available, because he found that hoop pine very readily and rapidly absorbs moisture.
The damage seen on the OP's post is typical of crushing resulting in loose bolts once the timber dries and shrinks again, and is unlikely to be found on a prop made of mountain ash, for example. Even though that timber might have a lower crush resistance, it wouldn't absorb moisture as readily in the first place, so it wouldn't swell as much and cause the crush problem in the first place. I think it's important to keep in mind that the vast majority of timber props do not use spring washers of any kind for mounting them. Your Seabird example might well be a good exception to prove the rule, given that the aircraft may be deployed into a humid marine environment but during operations the prop is subject to the drying effects of the engine's cooling exhaust. I would think that attention to the type and condition of the prop's coatings would be especially important for that application.
Well, yes, the majority of timber props do not use any means to compensate for the change in dimensions due to change in moisture content. Once upon a time, the majority of cars used cross-ply tyres, too. However, to my mind a design feature that requires such constant attention as propeller bolt tension, and has such potentially catastrophic results, indicates that the state of the art has not progressed far enough. Your prop manufacturer would not have been Adams, would it? (I forget his first name) - I helped him with the design of a couple of his props, whilst we both worked for de Havs at Bankstown; lovely fellow. I had an Auster with one of his props on it. I have no data to hand on the relative behaviour of Mountain Ash Vs Hoop Pine in regard to their response to the relative humidity of the environment; also there may well be a significant difference between hardwoods and softwoods, due to the different microstructure.
The Seabird installation has survived being installed and test-flown at Hervey Bay, then shipped to Iraq and put into service without touching the propeller bolts. I reckon that's the sort of maintenance intensity that should be required for a properly-designed propeller installation. It can be done; however most installations are neanderthal.
-
Play nice people, ...moderator
-
 1
1
-
-
Your comment makes Belleville washers seem like some sort of complex mystery but there's nothing more complicated about designing for the use of them than there is in designing a simple electrical circuit. If you can do the latter in your backyard you can most certainly do the former. All the information for deflection forces and travel limits is available from each supplier of disc-spring (generic) washers so all you need to know is how much clamping force you require and the minimum amount of travel to suit your application, then work out the appropriate series and parallel combination. See typical charts/graphs below.If you've installed a sleeve over the washers on the Seeker, to prevent over-tightening the washers, doesn't that prevent any expansion movement of the timber/prop plate? Or is the sleeve still loose when the correct force on the washers has been achieved? If you use the sleeve length to determine the compression force then wouldn't you have to fully saturate/humidify the prop at the time of installation and only be using the washers to compensate for prop hub shrinkage?
EDIT - if anyone's interested in the 'deflection' image, right click and 'open in a new tab' or you can't read it.
If you read the article by Rose & Bristol - I've managed to upload it, see below - and you know the crushing stress of the propeller timber - you can calculate the maximum torque your flange can transmit, and find the Belleville washer or washers acting in parallel, that give sufficient force at about 75% deflection. Then if you work back down the force curve for the washer, to about 50% deflection, you can calculate the minimum torque. It needs to have about 50% safety margin on the peak instantaneous engine torque, which you can estimate from FAR 23.361 - twice the mean torque, for a four-cylinder engine. If you cannot achieve this margin with the existing flange, the flange is too small. (The flange on the Seeker is considerably larger than the standard SAE flange on the Lycoming).
Then work out the change in thickness of the propeller hub from about 5% moisture content to, say, 18% moisture content, and that will tell you what total travel you need for the washers between 75% deflection and 50% deflection, which will tell you how many groups of washers you need in series to maintain sufficient clamping force over that range of moisture content.
Now, make yourself a little test rig, and test each group of washers - set up as you would place them on a single bolt - to ensure they really do give the force/travel curve you expect from the advertising data - we've found they vary considerably from batch to batch. The test rig will tell you what the compressed length of the stack should be, at the maximum load. The housings need to prevent the pack of washers from being compressed beyond that point. You will also know what the length of the stack will be at half-way between the maximum and the minimum load. That will tell you what the clearance needs to be between the outer part of the housing ("sleeve" as you term it) and the plate that forms the end on the inner part of the housing. You install the propeller using calibrated sets of washers and a feeler gauge.
No, this is NOT rocket science. Anybody who can understand the formula that R & B give, would be capable of doing this. However, I re-derived their formula, and found an error in it. See if you can find it. That's all the free info I'm prepared to supply.

-
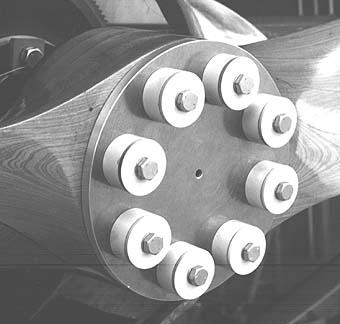
No, you can't see the Belleville washers on the Seeker installation, because they are inside housings that prevent them from being over-tightened. The arrangement you show gives the maximum accommodation for swelling and shrinkage of the hub, but the smallest clamping force. The arrangement of the washers in the Seeker wasCouldn't see any Belleville [ATTACH=full]22952[/ATTACH] washers on that pic, but you can here -[ATTACH]22949[/ATTACH][ATTACH]22950[/ATTACH][ATTACH]22951[/ATTACH]((()))((( because it took 8 lots of three washers in parallel to supply sufficient clamping pressure; and three sets of three washers to give sufficient travel to accommodate the swelling and shrinkage of the hub. One can only work over about 25% of the total compression travel of the washers; tighten them too far & they lose their "spring"; tighten them too little and you do not get sufficient clamping force to drive the propeller. It's a fairly critical piece of engineering design, and each installation has to be treated separately. NOT something to be designed in the backyard.
-
Presumably because the American manufacturers are used to standard SAE propeller flanges, which are designed for metal props, which use spigots.So why does my new Sensenich wooden prop come pre-drilled for spigots? -
If I may be permitted to spoil a really good stoush with some facts - because there is some really, really bad advice and misinformation on this thread - here are a few pieces of factual information:
Firstly, wood propellers should be driven, not by spigots (or bolts) engaging holes in the timber, but by friction at the drive face (or faces - the late-model Gipsy Major hub had a splined front face in the - rather forlorn - hope of achieving a friction drive on both faces.) This was covered quite well, decades ago, in an article in the EAA Magazine, Sport Aviation, written by Rose & Bristol, two engineers from Sensenich (it's too large to attach to this post). The Gipsy installation also used a friction-enhancing device (called a "Ferodo disc") which was essentially a disc of heavy canvas soaked in Bakelite monomer (as far as I can discover).
Attempting to drive a wood propeller by spigots or bolts that are a close fit in the propeller timber, is guaranteed to cause splitting, due to change in moisture content - and is in any case prohibited by CAO 108.28.5.4, which requires 2 to 2.5 mm clearance on the bolt. Some propellers (notably Hoffmann FP wood types) use spigot drive, but usually into a plywood "drive ring" on the back of the propeller hub. The basis of this is that the "splitting" stress due to shrinkage of the hub is confined to a small region adjacent to the ply ring, rather than affecting the full thickness of the propeller hub timber. Obviously, this raises the question of the reliability of the joint between the ply ring and the propeller hub timber - so this form is inferior to the "friction drive" approach, in my view.
To successfully drive the propeller by friction, firstly the propeller drive flange and the mating propeller drive surface must be sufficiently large; (Rose & Bristol provide the basic data for that) and secondly, the necessary clamping force must be maintained. Beleville washers are the principal way to maintain the clamping force; but they MUST be used in precisely the correct manner. This has to be established for each propeller installation and may vary from one to another; there is no "fits all" way. All this was well & truly thrashed out for the thousands of Tiger Moths that were used in WW2 under the Empire Pilot's Training Scheme. So please will people stop spouting bloody dangerous nonsense?
The permissible timbers for wood propeller construction in Australia are specified in CAO 108.29 - and the list includes Hoop Pine (without reference to its sexual status); and it specifies the quality assurance tests required.
The CSIRO book "the mechanical properties of 174 Australian Timbers" (Bolza & Kloot) give the following typical crushing strengths for some of the typical propeller timbers: Coachwood 873 psi; Sassafras 955 psi; Hoop pine 929 psi; QLD Maple 876 psi. So Hoop Pine is up there with the best of them, and is notably superior to Mountain Ash (725 psi).
Attached is the wood propeller installation which I designed for a FAR 23 aircraft, which is currently running a Lycoming IO-390 (210 HP/4 cylinder) - tho NOT on the original Lycoming flange. It uses 3 groups of 3 Beleville washers on each bolt - count 'em; that's 72 washers in all. This installation has 20 years of satisfactory operational history, including in Iraq, where the temperature gets to over 50C - and it's working in the hot air outlet of a pusher installation. It does NOT require frequent bolt tension checking. RTFM! One size does NOT fit all!
Beleville washers come in a wide range; if they are specified for your aircraft, make sure you use the correct part number.
The Gipsy installation used - to my recollection - two Beleville washers per bolt; however it is important to NOT tighten Beleville washers sufficiently to fully flatten them; doing so will overstress them and they lose effectiveness. The installation needs to be designed to prevent that.
The Jabiru propellers of my experience were normally sheathed in fibreglass, because that increased the torsional stiffness of the blades and raises the critical speed for blade tip flutter; this was demonstrated by running specimen propellers up to 10% overspeed on a static rig; (that requires at least 150% of the nominal engine power).
I cannot see sufficient detail in the photos of the failed propeller to express an opinion - but it looks to me as though the drive face has been sanded off before the photos were taken, because the imprint of the drive flange is not visible. I'd wager it was starting to show evidence of charring at the bearing surface, which is a dead give-away that the propeller bolt tension had slackened off - this will cause hammering on the bolt, which will very quickly split the propeller. From what I can see, this failure is typical of loose bolts.
The good news is, firstly, if the propeller installation is properly designed, and properly maintained, it will not come loose. Secondly, if it does, the hub fails through the centre and both blades go - whereas with most other forms of propellers, one blade departs and the remaining one takes the engine with it.
The propeller IS the flywheel. ON NO ACCOUNT add flywheel mass is the opposite end of the crankshaft.
Pendulum counterweights are used to tune-out torsional resonant frequencies within the crankshaft - and as these are affected by the propeller, they also affect propeller blade stresses, which are critical for propellers with metal blades. They are not normally critical for wood propellers; there are plently of aircraft with 180 HP Lycoming 0-360 engines (very few of which have pendulum counterweights) with fixed-pitch wood propellers.
So would the bar-room engineers kindly shut up? Your bad advice is likely to kill somebody.
-
2
-
4
-
2
-
-
Looking at the prospective members of the Board, the thing I do NOT see is: A comprehensive understanding of the Civil Aviation Regulations. I see people who know how to run a business; how to run a flying school, how to work governance with boards, how to run NFP organisations, etc. But these things have to fit into the aviation environment, which imposes an entirely different set of constraints. This thread is about the safety-training-compliance-coordinator; presumably people imagine they can simply delegate all that pestiferous CAR/CASR/CAO stuff to him, and then get on with more interesting things, like NATFLY etc. WRONG! More than anything else, the majority of the board members need to be able to find their way around the aviation regulations, because the RAA exemptions are fundamentally a means of allowing an alternative way of achieving a more-or-less equivalent result, that happens to suit the style of operations of the majority of recreational aeroplane operators. If the board does not have adequate strengths in this area, it will all go wrong again.
Learning one's way through the regulatory jungle is not easy; most people who earn their living from aviation, barely have the time to learn the rules for their own small area. But at least the board candidates ought to be conscious of the imperative necessity for this knowledge to be available to the board. It would seem to me that there should be at least three board members who at least know how and where to look, to be able to bring the regulatory constraints to the attention of the remaining board
members.
No, it is NOT sufficient to be familiar with CAO 95.55, the Deed of Agreement, and the RAAus constitution. For example, you need look no further that Wayne Mathews' article in the most recent Sport Aviation. Wayne has raised the issue of Weight & Balance. Good - about B time. But nowhere does he mention that the exemptions in CAO 95.55 do NOT include CAR 235 or CAO 100.7 - which set the requirements for weight & balance control for ALL Australian aircraft. The organisation has been going since 1983 under various names, and it STILL has not grasped this?
How long are you all going to stay in cloud-cuckoo land? It's been 30 years so far . . .
-
3
-
3
-
 2
2
-
-
Not that cheap, actually; look at the price of a new Super Cub. Did you know that a Drifter has nine times the parts count of a Jabiru?The "Taylorcraft" type construction that you mention is proving to Be one of the longest lasting type construction methods employed. It is , simple , light, strong and easy to inspect and maintain. Many known classics employ it including all piper Cub types, Austers, Taylorcrafts of course and the Lightwings.When looking at G loadings when designing, one must remember that a lighter plane is a stronger plane, and a heavier plane is a weaker plane. It is ultimately weight that piles on the Gs and breaks things...................Maj.... -
A lot of stuff sells on looks rather than a good basic design.
Yes - as George Markey was wont to say, "They only buy the paint".
Final and necessary fatigue testing of the Dassault Mirage was only done at GAF at Fishermens bend Melbourne in the 60's? I remenmber going there when it was in the rig being pulled up and down for weeks. Cessna non strutted types are now finding structural wing faults ( Not due to corrosion.). Monitoring of high life (early production often with high use) requires aircraft have to be inspected. for developing faults.
The CAR 3 design standard that applies to those old Cessnas did not include any fatigue life requirements. Neither do ANY of the simplified design standards for recreational aircraft. FAR 23 introduced them for GA aircraft for the first time, and it didn't get serious about it until the late 1980s. The logic was that the average private-owner aircraft seldom flies more than 100 hours/year - but this overlooks that training school aircraft may do ten times that per year. The intent was/is that when the problems show up, an AD can be issued to deal with it. So you are all test pilots, in a sense. If you want to know more about this subject, look at FAA AC 23.13A
There's not much consistency in production so what may not be a problem with one build may appear as one in another quite early in it's life. Nev .
That's the purpose of having Production Certificates (See CASR Part 21 subpart G)
What ever we design keep it simple and functional, because if we go for brillint design in one area there will be another area pulling up short.
This even applies to making a good chook house.
Yes, that's what Bill Whitney and I were after. You get long fatigue life by putting sufficient material there in the first place, to keep the stress levels down. That needs a bit more weight.
Finally, something people might consider, before arguing against Type certification: If you purchase a factory-built aircraft, do you want the factory to still be around when you needs a spare part? Or if you need to make a warranty claim? If you do, then the factory has to stay in business. That means, it has to (a) make a profit, and (b) avoid being sued for product liability. A Type Certificate and a Production Certificate are, nowadays, practical necessities as the most basic defence against product liability. Look at the horrible example of what product liability litigation did to the US GA aircraft manufacturers, and FFS stop being so utterly stupid.
-
1
-
-
Certification is a major task, and it needs to be "designed in" to the aircraft (as does compliance with the ASTM standard, for an LSA aircraft.) People like Nestor, Fisher, and the Skyfox fellow, who try to short-cut the process, always make it much harder than it need be - but it's no simple exercise, regardless. Either certification or the LSA path is a requirement for anybody to manufacture factory-built aircraft for sale to the market-place. It's not required for amateur-built. So it's not optional; you have to do it, or not, according to what kind of aircraft you want to build.Doesn't sound like jumping through all the Australian certification hoops is any guarantee either Daffydd, as demonstrated on the Skyfox, and with a few things I have experienced on the Storches in the field. The certification process also sent Nestor round the bend, and pretty much caused him to leave us for greener pastures . To complicate designs, and to make things more complex just to satisfy some magical standard does not guarantee anything, and certainly not reliability in my experience.........Maj...I have been talking about the safety system needs for RAAus in regard to factory-built aircraft, and for them either Type certification or LSA certification is required by law - so there's little point in dicussing whether or not it's desirable. So far, I've not come across any amateur-designed aircraft (and I do not count things like the Questair as amateur-designed) that did not have a serious design fault. I agree most of the factory -built stuff could stand to be better, but it also has to sell, so the market gets pretty much what it demands. The certification design standards are written in blood, so it's downright stupid to ignore them, even if certification is not required. However they deal with basic design, they do not demand brilliant design.
-
1
-
-
Yes, well we're getting rather off the subject of this thread. However, the matters learned in the Skyfox certification were supplied to Kitfox (part of the licence deal) so we had some small part in improving the breed. The problem with the lift-strut carry-through was corrosion-assisted fatigue of a lousy bit of detail design; the certification basis was BCAR S preliminary issue, which did not require any fatigue-life analysis. This is one of the notable shortcomings of the "watered-down" design requirements; CAR 35 engineers such as Bill Whitney, Alan Kerr and myself, got called in well after the prototype was flying, and we only got to fix problems that prevented certification - the original designs were far from professional in standard. I approved a piece of reinforcement for that part of the structure after the excitement at Bribie Island. The prototype had some very serious problems, and these cost the original entrepreneur his shirt, by the time the worst of them had been fixed and certification achieved.Both the Skyfox and the Gazelle do fly great, and the Junkers type flaperons work well also. Fortunately the design has further mutated in the Eurofox, which is sort of everything the Skyfox should have been.The cabin is larger, the landing gear looks indestructible, and the flaperons look like they are firmly attached to stay. Add some real nice European quality to the mix, and you have a great aircraft to carry on the line...........Maj...The message is, just because an aircraft type has achieved popularity as an experimental type, does NOT mean it's a good prospect to certificate and put into production.
-
1
-
-
I may be wrong re wind-tunnel - Newton may have done the work in flight - or a mixture of both. I think - but it's a long time ago and my memory may be faulty - that Newton used the 5 ft x 7 ft tunnel in the Syney University Engineering school, to do some pitching-moment tests on a section of wing, and thereby obtained a relationship between the pitching moment and the camber - and then used full-scale flight tests to establish the actual camber in various phases of flight, so he could deduce the full-size pitching moment for the purposes of the structural analysis. No we do not have anything equivalent to the NASA AMES tunnel; like the Brits, we have to make do with less extravagant facilities (like, firing chicken carcases at windscreens using a giant air gun to demonstrate birdstrike, rather than hanging the chicken carcass by a string and firing the front of the fuselage at it on a rocket sled.)When did the Thruster wing go into a wind tunnel? There was a change to the wingtip design but that came about from tuft testing. All structural testing was done at Kirrawee factory via normal loading methods. Never heard of full size wind tunnel testing tho. Could be wrong, lot of sneaky crap going on at that time.The CA22 Skyfox was a licence-built Kitfox III; it needed some 35 substantial engineering changes to reach a MINIMUM certification standard. I would certainly not hold it out as an example of good engineering art - merely, it did (eventually, after a lot of effort) reach an acceptable minimum standard against the requirement. Remember that the statutory airworthiness standards used for certification standards are MINIMUM standards - they do not guarantee excellence.





Jabiru Prop failure
in Jabiru
Posted